

星空体育足球预测:皮带轮旋压机液压及plc控制管理系统设计docx
来源:星空体育足球预测 发布时间:2025-11-14 07:19:09
星空体育首页入口:
摘要本文详细介绍了我国的数控旋压机与国外先进水平的区别,结合我国现有机型的技术参数和动作过程,针对圆周运动的旋转压件在数控旋压机中实现连续连续塑性变形的过程进行了深入探讨本文着重讨论了圆周运动旋转压件的稳定性精度高效率高和安全性好的核心特点,并提出了针对具体旋转压件的具体操作建议此外,还关注到了数控旋压机系统的稳定性效率以及安全性等问题,对于我国数控旋压机行业的技术创新和发展提出了积极的期待
摘要:旋压是压力加工行业比较先进的技术之一,用于成型薄壁空心回转体零件。它借助旋轮等工具作进给运动,加压于随芯模沿同一轴线旋转的金属毛坯,使其产生连续的局部塑性变形而成为所需的空心回转体零件。旋压技术是局部连续塑性成形工艺,属于回转成形范畴,适合直径与壁厚比值较大的对称回转体的塑形成形。目前我国的数控旋压机与国外先进水平还有很大差距,必须加大旋压机液压系统及自动化控制技术自主研发力度。本文根据国内外数控钣制皮带轮旋压机的研究现况,以稳定性好、精度高、效率高和安全性好为目标,对旋压机液压系统和控制系统开展研究。本文首先概述了钣制皮带轮旋压机的机构组成与工作原理,根据GSC3012A钣制皮带轮旋压机床主要技术参数和动作过程,采用ABAQUS仿真软件对旋压成形进行了数值模拟仿线A钣制皮带轮旋压机床主要技术参数中的工作缸驱动力是合理的,为旋压机液压系统模块设计提供了力学基础。通过对原液压系统原理图及存在的主要问题进行分析,重新设计了基于负载敏感多路阀的液压系统,确定了液压系统原理图,计算液压执行元件的主要计算参数,并选出合适的型号,解决油温过快升高、元件分散等主要问题,降低了系统能耗,达到节能增效的目的。根据钣制皮带轮旋压机控制要求,设计了基于PLC的旋压机控制管理系统,选择三菱FX3U-128MT/ES-A型号PLC作为控制器,以4AD模块对夹紧缸压力进行不同工况的设定;以4AD-TC模块自动检测油液温度,并控制相应装置进行加热或冷却;以4DA模块控制多路阀的比例电磁铁,实现慢退;以1HC模块构成液压缸的随动系统,使液压系统适应不同产品加工的需求。根据人机界面设计的基本原则和旋压机控制系统,进行了旋压机人机界面和控制面板的设计,并且对旋压机控制系统硬件线路和软件进行了设计。最后对钣制皮带轮旋压机控制系统进行模拟实验,通过位移光栅尺与高速计数器配合使用,验证了控制系统能够满足产品±0.15mm的公差要求,为下一步联机调试打下了基础。
随着科技的发展,交通的改善,通用机械、汽车等民用工业正迅猛发展,因此,关键零部件的可靠性、稳定性越来越重要。同时,我国航空、航天、火箭、导弹、兵器等军事工业对关键零部件的耐疲劳性能的要求越来越苛刻。因此,在这些关键零部件的加工过程中,采用旋压加工制造工艺的方法完成薄壁回转体零件成形加工的优势越来越明显,与此同时,对旋压技术和大型数控强力旋压机床的需求也变得越来越迫切。西方工业发达国家将此类设备列为战略性物资严加管理,严禁向我国出口,因此,研制大直径、大推力、全数控的旋压机床,对满足国内军用、民用的工业需求,推动我国旋压加工技术的发展和打破国外对该技术的垄断等都将具有非常重要的意义
随着我国航空、航天、火箭、导弹、兵器等军事工业以及交通运输业的发展,再加上钣金属加工量的增加,使关键零部件的可靠性、稳定性要求越来越苛刻。
高精密的、高效率的、高自动化的旋压设备生产对汽车工业、航空工业和电子计算机工业的发展起着促进作用,相应的也加快了对旋压设备的改进步伐。国外旋压设备品种齐全,工艺流程完善,产品多种多样,广泛的应用于各行各业。目前国外从事旋压机床生产的公司走在前列的有美国的MJC工程技术公司、德国的莱弗尔德公司、wF公司和西班牙的DENN公司等。这些公司生产的旋压机床代表了当前旋压机床的发展水平,具有高柔性和高生产率、能实现强力旋压成形的特点。
美国的MJC工程技术公司是美国数控金属旋压制造商的龙头企业,也是国际旋压技术的领导者和革新者。该公司
设计和制造的数百台数控金属旋压成型机器设备被广泛用于金属气瓶制造、汽车车轮、航空航天、封头加工、乐器制造等金属旋压成型领域。MJC可提供多种不同型号的旋压机,主要包括SPV-2020型力式金属成形旋压机、WSV24.
150—3型铝轮毂旋压机、FF450.2000。4型强力旋压机、SPTl6—100型内胆旋压机等,其外形如图1—1所示,其旋压设备采用MJC自主开发的SpinCAD图形编程软件和产品在线跟踪检测等专用软件,具有操作简单、直观性强等优点可用于生产高压气缸、铝衬、锥形管等零件,其加工零件的长度、直径和壁厚允许范围宽,制品可广泛应用于汽车行业、
旋压设备最早起源于我国殷商时代,用于陶瓷制坯作业,在10世纪初我国就有了普通旋压设备,并且开始将金属薄板制成空心回转体零件。到了13世纪初期,旋压技术从我国传到欧洲各国。大约1840左右,旋压技术由约旦传到美国。直到18世纪60年代末,德国出现了第一项金属旋压设备的专利。
历经几个世纪的与创新,旋压设备的成形能力和技术水平有了已经有了显著的提高,旋压设备的动力已经由最开始的人力驱动,再到后来的水力和蒸汽动力驱动,最后发展到现在的液压和电机驱动。压制零件的工具也由开始的木制擀棒发展成为当前主流设备使用的金属旋轮。随着机电液一体化进程的推进,旋压设备的控制方式也开始由纯机械控制发展成为当前的CNC、PLC控制。
旋压技术虽然是在我国起源的,但一直没有得到重视与发展,直到20世纪中期,随着国民经济的增长,各领域对关键制造零件的要求不断提高,才开始注重和使用简单的自制旋压设备。到20世纪70年代初期,旋压技术在我国有了一定的发展,但由于受国内机械制造业水平的限制,我国自主研发的旋压设备还是存在很多的缺陷和不足。立足于实际使用过程中所暴露的问题,在20世纪80年代末期至20世纪90年代后期,我国陆续引进了多台进口旋压机床,大多为德国、西班牙、俄罗斯、美国等发达国家制造,通过对引进旋压设备的使用、消化、吸收。我国先后推出了几台设计思想很好的旋压机床。进入21纪初,通过引入机电液一体化思想、有限元分析方法等一系列先进技术与方法,旋压技术在我国的发展有了显著的进步,国内旋压机床的设计、加工制造、安装调试等总体水平有了显著提高。
本课题通过对皮带轮旋压机液压及PLC控制系统进行设计,使学生综合应用四年所学的知识,培养学生独立思考和科学的工作方法;培养学生综合运用所学理论知识和技能,分析解决工程实际问题的能力;培养学生掌握设计的思想和方法,树立严肃认真的工作作风;培养学生调查研究、查阅技术文献、资料、手册以及编写说明书的能力。在分析皮带轮旋压机的工艺要求和工作流程的基础上,进行旋压机液压系统模块设计,完成夹持、旋压、顶出等动作,使皮带轮旋压机工作平稳、连续,稳定可靠;设计皮带轮旋压机的PLC控制管理系统,以满足其工况要求,同时,力求结构简单,经济实用,运行稳定可靠。
旋压设备是伴随着旋压技术的成熟而逐渐发展起来的一种成形加工设备。旋压技术也称为金属旋压成形技术,它是通过旋转使工件受力点由点到线,再由线到面,同时在某个方向施加一定的压力,使金属材料沿着这一方向变形和流动,从而成形加工出某一形状零件的技术。
属于金属塑性液压机成型机械。在其床身上面装有交流伺服系统,该系统中的旋轮架设有纵、横两个相互垂直的滑架,横向和纵向进给采用精密滚珠丝杠副,由伺服电机依次与同步带传动副及精密滚珠丝杠副相连接;在滑架下面设有精密滚珠直线导轨;在旋轮架的横向滑座的上面设有对芯模外形轮廓“拷贝”机构;控制伺服系统的数控系统装置及控制液压传动系统的可编程序控制器均分别与工业PC机相连。新型旋压机实现了自动加工和控制,为多功能、通用型设备,精度和可靠性高,并具有CAD绘图编程功能、芯模拷贝功能及录返功能。该设备分液压自动型
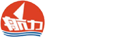
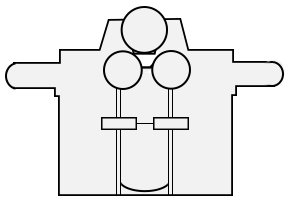
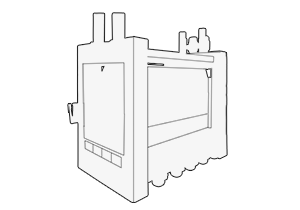
和手动型两种形式,可以适用于厚度14毫米以内钢板的旋压,也适用于不锈钢、铝和其他金属的一次旋压成形。以GSC3012A钣制皮带轮旋压机主为例,GSC3012A钣制皮带轮旋压机主机架采用三梁四柱式结构,如图2—1所示,主要由主传动系统、旋轮、辅助系统、液压系统及控制系统等组成。3个旋压轮采用对称布置方式(1200均匀分布),左右各安装1个,后方安装1个,其形式、尺寸、规格不一样,但其加工工艺基本类同。主轴位于下平台中问,其中心孔内设置偏心机构,偏心轴端可安装内支撑轮。在上活动横梁中间设置上顶轴,它与主轴通过转动轴和离合器实现同步回转。主轴旋转采用变频控制,离合器置于转动轴输入端;上项轴通过光栅尺来调节行程,适应不一样产品的厚度要求;3个旋压轮同样采用光栅尺来控制行程,以适应多品种生产的要求。变量泵输出一定流量和压力的液压油,通过液压系统来进行控制,使各执行液压缸和液压马达完成相应的动作要求。
1.夹紧缸;2.上横梁;3.立柱;4.活动横梁;5.上项轴;6.旋压轮;7.主轴;8.光栅尺;9.下平台;10.电控柜图一钣制皮带轮旋压机
其详细工作过程如下:将需要加工的金属钣坯装入旋压机主轴7上的旋压模的芯模上,通过夹紧缸1无杆腔进油、有杆腔回油,推动上顶轴5快进、工进、合模定位、锁紧毛坯,然后启动液压马达,使工件坯料和芯模一起随主轴7和上顶轴5同步旋转。第一旋压轮在液压缸驱动下实现快进、工进、延时、快退和慢退,其工作循环如图2—2所示。旋压轮6的旋转依靠液压缸加载的压力作用在毛坯上产生的摩擦力矩,实现相同线速度自转,此时旋压轮按照工艺技术要求进行工进,达到光栅尺8所设定的位移值时停止进给,然后延时2秒,液压缸带动旋压轮退回原位。第二旋压轮和第三旋压轮按照类似第一旋压轮的工作循环图工作,直至完成零件的成型。
在旋压过程中,主轴旋转采用变频控制,旋转速度和转动方向能够准确的通过工艺需要自行设定;毛坯在主轴扭矩和切向旋压力的协调作用下,最终旋制出所需要的产品。上顶轴和3个旋轮的进给均采用闭环控制,位置检测采用位移光栅尺,分辨率可达到0.005mm。
考虑到此回路流量较大,所以依旧采用独立泵源供油。其回路见图一,原先回路采用BN-160液压马达,其最大工作所承受的压力为16MPa,液压泵采用手动柱塞泵,其型号为180L-4/B5,电机功率为22KW,转速为1440rpm
根据旋压机床主要技术参数如表2-1,主轴转速范围为20~600rpm,液压马达最大转矩为340N.m。由
主轴转速范围20~600rpm,取液压马达与主轴同步传动齿轮传动比为2:1,则液压马达转速范围为10-300rpm。
经过取整电机功率取15KW,转速1440rpm,液压泵型号为50L一4/B5。经过重新设
计电机功率从22KW减至15KW,液压泵流量为180L/min减至50L/min,主轴电机采用变频调速,以适应转速范围的需要,降低了系统发热的程度。
夹紧回路要求完成快进、工进(夹紧)、保压、快退(松开)和慢退。快进按上项轴快速接近钣制皮带轮毛坯,工进按夹紧毛坯的过程,夹紧压力由压力变换器检测,控制多路阀电磁铁失电。在整个旋压过程中可保证夹紧力不变,所以在原液压系统的基上增加双向自锁环节,其中无杆腔的液压单向
数字赋能基层治理的现状及问题的研究——以杭州市小河街道“城市眼.云共治”平台为例.docx
原创力文档创建于2008年,本站为文档C2C交易模式,即用户上传的文档直接分享给其他用户(可下载、阅读),本站只是中间服务平台,本站所有文档下载所得的收益归上传人所有。原创力文档是网络服务平台方,若您的权利被侵害,请发链接和相关诉求至 电线) ,上传者
c- 上一篇: 一种多工位立式皮带轮旋压机
- 下一篇: 中文字幕日韩精品 - 中文字幕日韩精品下载手机版V